Fiber Metal vágógép WATTSAN 1530 TABLECHANGE CABINE
Brief of Fém lézervágó gép WATTSAN 1530 TABLECHANGE CABINE























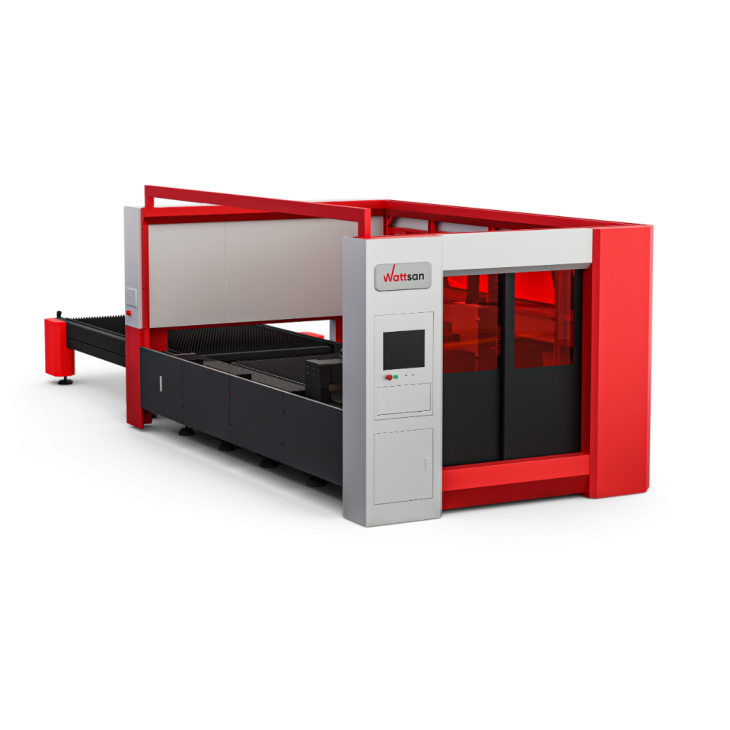
Wattsan 1530 Tablechange Cabine lézergép – gyártási sebesség és biztonság
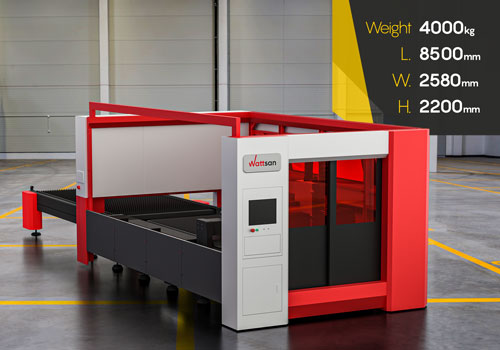
A WATTSAN 1530 TABLECHANGE CABINE lézeres fémvágó gép automata csereasztallal és védőkabinnal van felszerelve a kezelő számára, amely biztonságos munkakörnyezetet teremt nagy munkasebességgel.
A gép rozsdamentes és szénacél, réz, alumínium, horganyzott lemez és egyéb fémek kezelésére szolgál. A gépet a gépiparban, repülőgépiparban, reklámiparban, felvonók és mozdonyok gyártásában, elektromos berendezések és alkatrészek gyártására használják.
A csereasztal hatékonyabbá teszi a vágási folyamatot: a munkadarab vágása közben a kezelőnek sikerül a lapokat egy másik asztalon kicserélnie. Ez a termelési beállítás lehetővé teszi a leállások elkerülését és a lehető leghatékonyabb időfelhasználást.
A Cypcut vezérlőrendszer felelős a gép működéséért. Szervomotorok mozgatják a portált az X, Y és Z tengelyek mentén. A gép kopásálló vezetőkkel van felszerelve. A szállítókészlet egy ipari hűtőt is tartalmaz, amely biztosítja a mechanizmusok időben történő hűtését.
Állítsa be a vágási folyamatot a gyártáshoz
A CYPCUT szoftver egyszerű, felhasználó-orientált vezérlőkkel rendelkezik. A megvalósított funkciók nagymértékben leegyszerűsítik és optimalizálják a vágási folyamatot.
-

FLYCUT -

RINGCUT -

NESTING -

EDGESEEK -

MICRO JOINT -

COEDGE
Materials
-
Szénacél

-
Rozsdamentes acél

-
Galvanizált acél

-
Alumínium

-
Réz

-
Sárgaréz

-
Titán















The machine frame is the base



Összehasonlító táblázat
 |
||||
| Source power | 1000 W | 1500 W | 3000 W | 6000 W |
|---|---|---|---|---|
| Thickness, mm | Sebesség (m/min) | |||
| 1 | 10 | 22 | 34 | 42 |
| 2 | 6,2 | 6,8 | 7,5 | 8,2 |
| 3 | 3 | 3,6 | 4,4 | 5,5 |
| 4 | 2,2 | 2,8 | 3,8 | 5 |
| 5 | 1,8 | 2,4 | 3,2 | 3,6 |
| 6 | 1,6 | 2 | 2,6 | 3,4 |
| 8 | 1,2 | 1,4 | 2,2 | 3 |
| 10 | 0,8 | 1 | 1,6 | 2,4 |
| 12 | 0,8 | 1,4 | 2 | |
| 14 | 0,6 | 1 | 1,3 | |
| 16 | 0,8 | 1,1 | ||
| 18 | 0,7 | 1 | ||
| 20 | 0,6 | 0,9 | ||
| 22 | 0,5 | 0,8 | ||
| 24 | 0,6 | |||
| 24 | 0,4 | |||
 |
||||
| Source power | 1000 W | 1500 W | 3000 W | 6000 W |
| Thickness, mm | Sebesség (m/min) | |||
| 1 | 23,8 | 26,4 | 34 | 41,4 |
| 2 | 10,8 | 11,9 | 15,4 | 28,6 |
| 3 | 2,3 | 4,1 | 8,6 | 15,8 |
| 4 | 1,3 | 2,2 | 5,5 | 9,4 |
| 5 | 0,7 | 1,2 | 4,3 | 6 |
| 6 | 1 | 3,1 | 4,7 | |
| 8 | 2 | 3,3 | ||
| 10 | 0,8 | 1,3 | ||
| 12 | 0,5 | 1,3 | ||
| 14 | 0,8 | |||
| 16 | 0,6 | |||
 |
||||
| Source power | 1000 W | 1500 W | 3000 W | 6000 W |
| Thickness, mm | Sebesség (m/min) | |||
| 1 | 8,4 | 16 | 34 | 42 |
| 2 | 3,4 | 6,6 | 15 | 25,5 |
| 3 | 1,4 | 3,8 | 7,6 | 14,6 |
| 4 | 1,4 | 4 | 5,8 | |
| 5 | 3,3 | 4,9 | ||
| 6 | 2,1 | 4,1 | ||
| 8 | 0,9 | 2 | ||
| 10 | 0,6 | 1,7 | ||
| 12 | 0,8 | |||
| 14 | 0,6 | |||
| 16 | 0,5 | |||
 |
||||
| Source power | 1000 W | 1500 W | 3000 W | 6000 W |
| Thickness, mm | Sebesség (m/min) | |||
| 1 | 8 | 12 | 22 | 32 |
| 2 | 3,2 | 4 | 8 | 12 |
| 3 | 1 | 2,2 | 5,2 | 6,4 |
| 4 | 1,4 | 4 | 5,4 | |
| 5 | 1,8 | 3,2 | ||
| 6 | 1,4 | 2,2 | ||
| 8 | 0,6 | 1,2 | ||
| 10 | 0,6 | |||
| 12 | 0,4 | |||
 |
||||
| Source power | 1000 W | 1500 W | 3000 W | 6000 W |
| Thickness, mm | Sebesség (m/min) | |||
| 1 | 7 | 10 | 22 | 35 |
| 2 | 2 | 4 | 12 | 20 |
| 3 | 0,5 | 1,8 | 5 | 12 |
| 4 | 1 | 3 | 9 | |
| 5 | 2 | 6,5 | ||
| 6 | 1,3 | 3,8 | ||
| 8 | 0,6 | 1,8 | ||
| 10 | 1 | |||
| 12 | 0,7 | |||
A csúcstechnológiás berendezések és az ellenőrzött pontosság garantált











Vásárlási eljárás
-
Berendezés kiválasztása
Segítünk az Ön igényeinek megfelelő gép kiválasztásában
-
Számla küldése
A gép teljes készletében és a számla elküldésében megállapodunk a berendezés végső költségével.
-
Fizetés
Teljesen, ha a gép raktáron van. 50% előre 50% szállításkor, ha a gép nincs raktáron.
-
Ellenőrizzük a gépet
A 3 lépéses minőségellenőrzés: a Wattsan gyárban, a hollandiai raktárunkban, kiszállítás előtt.
-
Szállítás vagy átvétel
Vagy egy szállító cég, vagy Ön veszi fel a gépet a raktárunkból.
-
Indítóberendezés
Azért vagyunk itt, hogy segítsünk, amikor segítségre van szüksége.
-
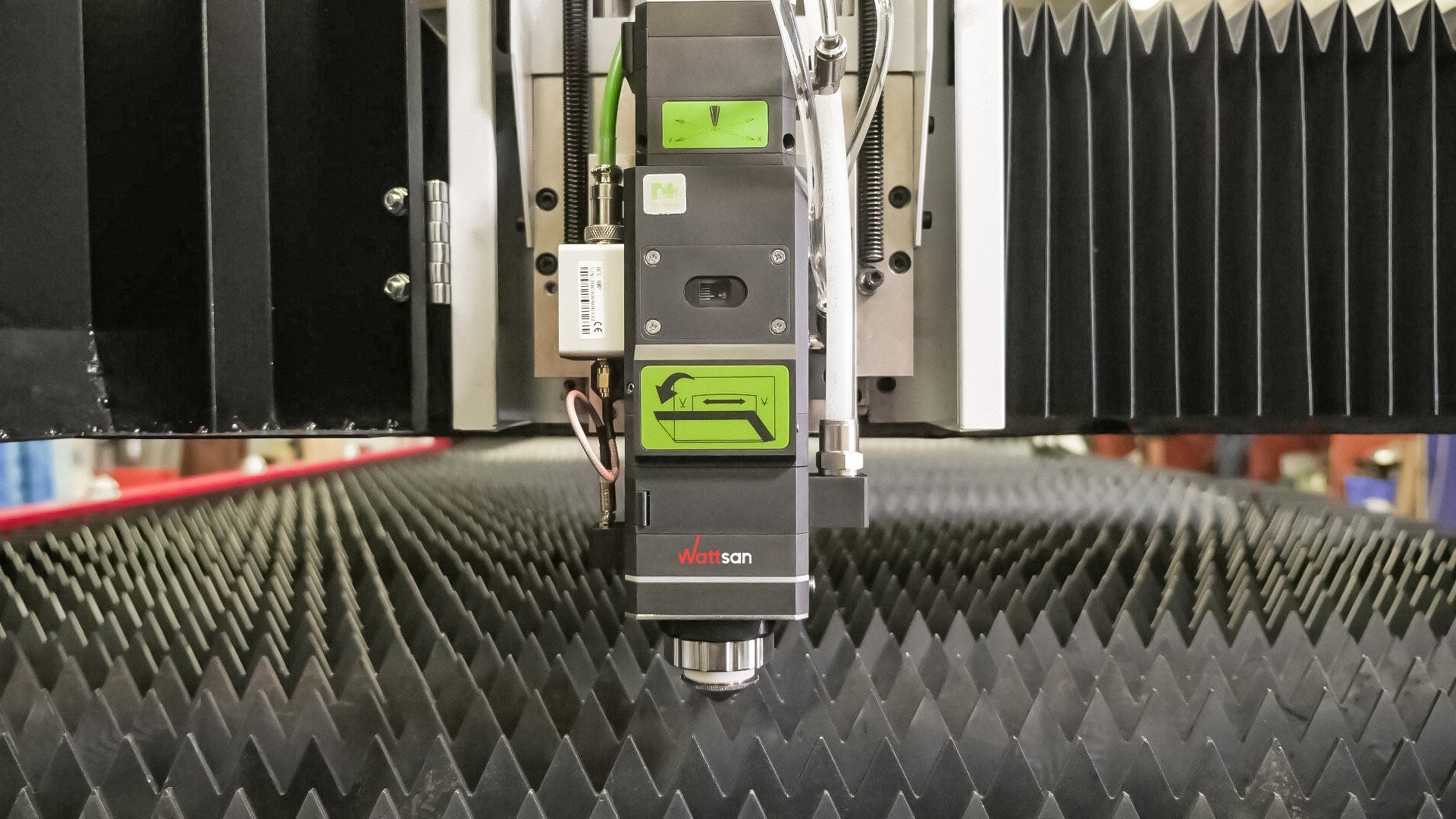
-

QBH csatlakozó
Ez az összeköttetés az optikai kábel és a lézerfej között. Megakadályozza a sugárvisszatérést, így védi a lézerforrást.
-

Kollimátor modul
A lézersugár szűkítésére és beállítására szolgál. Alkalmassá teszi a lézersugarat a fókuszáló modulba történő továbbításra. Évente legfeljebb egyszer kell kicserélni.
-
-
-

Fókuszáló modul pozícióvezérlővel
Dinamikusan beállítja a fókusztávolságot működés közben a mély és minőségi vágások biztosítása érdekében.
-

Védőszemüveg
A védőszemüvegek megvédik a drága fókuszáló optikát a portól, szennyeződéstől és szikrázástól. A felső üveget ritkán cserélik. Az alsó védőüveg a fő fogyóeszköz.
-

Indukciós érzékelő
Fenntartja a megfelelő fúvókamagasságot az anyag felett, ami az anyag görbületétől függetlenül biztosítja az egyenletes vágást.
-
-
-

Kerámia fúvóka adapter
Megvédi a vágófejet a lézervágás során keletkező hőtől.
-

Fúvóka
Biztosítja a gázsugár és a lézersugár összehangolását a jobb vágás érdekében.
-







Tapasztalatok lelkes bloggerek részéről
-

Ez a lézergravírozó gond nélkül képes gravírozni. Milyen gyors és egyszerű a termékek testreszabása!
 Riccardo Muscarella
Riccardo Muscarella
-

A gép tökéletesen sík felülettel rendelkezik. Ez megkönnyíti a monoton munkát számomra!
 Matteo Moras
Matteo Moras
-

Remek munka készült el kevesebb mint egy óra alatt. Köszönhetően a CO2 lézergép sebességének.
 Roberto D'Adago
Roberto D'Adago
-

Ez a modell nagyszerű, és a lézer pontossága elképesztő – olyan éles, mint egy borotva!
 Roger Jungo
Roger Jungo




Technikai sajátosságok
Kérdéseket feltenni
-
Fémvágásra a száloptikai lézer a legalkalmasabb, de erre a célra egy speciálisan felszerelt, nagy teljesítményű lézercsővel ellátott CO2 lézer is megfelelő lehet. Nem szabad azonban elfelejteni, hogy a CO2 lézerrel történő vágáshoz a fém vastagsága 1,5 mm-re van korlátozva, míg a száloptikai lézer akár 25 mm-re is képes.
-
Egy órányi lézervágás költsége nem csak a lézergép teljesítményétől és működési sebességétől függ, hanem számos egyéb tényezőtől is, mint például: a gépkezelő szakmai felkészültsége, a bérbeadás költsége gyártóhelyiség, az áram költsége és fogyasztása, magának az anyagnak a költsége, a selejt mennyisége és a gép leállási ideje, és még sok más. Ahhoz, hogy egyértelmű választ adhassunk az egy óra lézervágás költségére vonatkozó kérdésre, ezeket a paramétereket figyelembe kell venni.
-
A fémfelületre fókuszált lézersugarat visznek fel, aminek következtében az megolvad, az olvadt anyagot egy segédgáz segítségével kifújják a vágási zónából.
-
A lézersugárzó teljesítménye a feldolgozandó anyag vastagságától és a kívánt feldolgozási sebességtől függ. Például egy 1 kW-os emitter 1 mm vastag rozsdamentes acélt 13 m/perc sebességgel, egy 3 kW-os emitter pedig körülbelül 35 m/perc sebességgel vágja le ugyanazt az anyagot. Itt minden a költségvetéstől és a maximális kapacitás kihasználásának célszerűségétől függ. Bár elmondható, hogy a mai versenyhelyzetben nincs értelme 1 kW-nál kisebb teljesítményű lézergépet venni.
Hagyja véleményét vagy kérdését:
Más termékek
-

Servo CNC Press Brake SB 8025
Termék megtekintéseÁr kérésre
-

Fémszálas vágógép WATTSAN 1530 E Wattsan 1530 E
Tól től 23 857 €pl. ÁFA
-

Hydralic Press Brake HB 10026
Termék megtekintéseÁr kérésre
-

Special offer
CNC router gép WATTSAN A1 1616 Wattsan A1 1616
Tól től 8 482 €pl. ÁFA
-

Special offer
CNC útválasztó gép WATTSAN M1 1325 RD Wattsan M1 1325 RD
Tól től 14 288 €pl. ÁFA
-
New New
FL GT Wattsan FL GT
Termék megtekintéseÁr kérésre
-

Wattsan 200W lézeres felülettisztító gép Wattsan Cleaning 200W
Tól től 21 428 €pl. ÁFA



