Ei ole väliä, tarvitsetko ammattikoneen vai kuluttajatason koneen – on aina epämiellyttävää tuhlata kovalla työllä ansaittua rahaa. Varsinkin jos joudut pyörittämään yritystä, paljon kiireellisiä tilauksia ja ympärivuorokautinen tuotantokuorma ja äskettäin ostettu reititinkone, joka on tuotantouniversumisi sydän ja keskus, yhtäkkiä "katkaisee" kolmeksi päiväksi. odottamattomaan rikkoutumiseen.
On tärkeää ostaa korkealaatuinen CNC-reititin tällaisten ongelmien välttämiseksi. Tässä artikkelissa kerromme sinulle yksinkertaisella tavalla, kuinka valita CNC-reititinkone.
Lue tämä artikkeli loppuun, niin opit tuntemaan aiheen niin syvästi kuin tekninen asiantuntija.
SISÄLTÖ
- Mikä on tärkeintä CNC-reitittimen valinnassa?
- TOP CNC-reititinkoneet
- Korkealaatuisen CNC-reitittimen suunnitteluominaisuudet
- CNC-reitittimen sänky
- Miksi CNC-reitittimen portaali on tärkeä?
- Kuinka valita kara CNC-reitittimelle?
- Kinematiikka ja dynamiikka: moottorit, vaihteistot ja ohjaimet.
- Mikä vaikuttaa CNC-reitittimen käytettävyyteen?
- Ohjelmisto
- Ohjausjärjestelmä
- CNC-reitittimen työalue
- Keskitetty voitelujärjestelmä
- Työkalun anturi
- Pyrkimys
- Jäähdytysneste
- Toimittajayrityksen vaatimukset
- Johtopäätökset
Mikä on tärkeintä CNC-reitittimen valinnassa?
Asiakkaidemme palautteen mukaan CNC-koneen tärkeimpiä ominaisuuksia ovat työn nopeus, luotettavuus ja laadukas lopputulos.
Työn nopeus vastaa taloudellista hyötyä. Mitä enemmän tuotteita kone pystyy tuottamaan aikayksikössä, sitä nopeammin se maksaa itsensä takaisin.
Luotettavuusindikaattori liittyy myös suoraan voittoon – mitä kauemmin reititin kestää ja mitä vähemmän katkoja käytön aikana, sitä kannattavammaksi se tulee. Jokainen vika on tuotannon seisokki ja rahan menetys sekä yrityksen maineen menetys, jos häiritset tuotteen toimitusajat asiakkaillesi.
Jos puhumme CNC-reitittimen laadusta, sen määrää paikannustarkkuus ja toistettavuus. Selvennetään näitä käsitteitä.
Mitä korkeampi toistettavuus ja paikannustarkkuus on, sitä parempi on valmistetun tuotteen toistettavuus ja tarkkuus.
Paikannustarkkuus
Jokaisella reitittimen työkentän pisteellä on omat koordinaattinsa. Paikannustarkkuus tarkoittaa, kuinka paljon koneen saavuttama todellinen koordinaatti vastaa ohjelmassa määritettyä koordinaattia.
Toistettavuus
Jos ohjaamme koneen samaan koordinaattiin työkentän eri kohdista, saamme joka kerta hieman erilaisen tuloksen. Tämä on väistämätöntä kaikissa CNC-koneissa mekaanisten virheiden vuoksi. Mutta hyvässä CNC-koneessa on alhainen paikannusvirhe.
Wattsan CNC -reitittimien käsittelytarkkuus on 0,05–0,01 mm.
Tehtaalla insinöörit tarkistavat ja konfiguroivat CNC-reititinkoneet ennen niiden lähettämistä asiakkaillemme käyttämällä Renishaw Ballbar -järjestelmää, joka on erittäin tarkka laitteisto, joka analysoi toistettavuuden, paikannustarkkuuden ja koneen muita toimintaparametreja.
Mikä määrittää CNC-reitittimen luotettavuuden, nopeuden ja laadun?
Kaikki yllä mainitut ominaisuudet riippuvat lisävarusteista ja koneen pääkomponenteista, joihin kuuluvat:
- sänky ja portaali,
- kara ja sen parametrit,
- kinematiikan ja dynamiikan elementit: moottorit, vaihteistot ja ohjaimet.
Kaikki komponentit ovat yhteydessä toisiinsa ja niiden oikea valinta toisiinsa nähden CNC-koneen suunnitteluvaiheessa vaikuttaa suuresti sen käyttöikään, säilyttäen syntyvien tuotteiden tarkkuuden ja laadun oikealla laatutasolla koko käyttöiän ajan.
Jos komponentit valitaan väärin eivätkä vastaa vastaanotetun kuorman tasoa, reititin voi ajan myötä alkaa tuottaa huonolaatuisia tuotteita tai mikä vielä pahempaa, jokin koneen komponenteista voi epäonnistua.
Wattsan kiinnittää tähän asiaan erityistä huomiota, sillä se on suunnitellut, testannut ja parantanut CNC-reititinkoneitaan yli 20 vuoden ajan. Ymmärrämme kuinka tärkeä jyrsimen jokainen elementti on, kuinka rungon ja portaalin jäykkyys ja laatu vaikuttavat tarkkuuteen ja miksi on tarpeen tarkkailla ohjausakselien kohdistusta ja kohtisuoraa sekä valita oikein niiden tarkkuusluokka odotettavissa oleville sallituille kuormituksille. .
Puhutaanpa nyt reitittimen kunkin pääyksikön laadullisista ominaisuuksista, jotka vaikuttavat luotettavuuteen, nopeuteen ja työn laatuun. Ja sitten puhumme muista tekijöistä, jotka vaikuttavat merkittävästi työn mukavuuteen:
- ohjausjärjestelmä ja ohjelmisto,
- DSP-ohjain,
- työpöydän mitat ja ominaisuudet,
- keskitetty voitelujärjestelmä,
- työkalun anturi,
- pyrkimys,
- voitelu- ja jäähdytysnesteet,
- toimittajayrityksen tuki-, ylläpito- ja muut vaatimukset.
On hyödyllistä tietää, riippumatta reitittimen valmistajasta, jolta päätät ostaa sen.
Joten, palataanpa suunnitteluominaisuuksiin. Perustus, reitittimen runko on sen sänky.
Parhaat reititinkoneet
Wattsan 0609 mini
Paras kone yrityksen perustamiseen tai harrastukseen. Soveltuu leikkuulautojen, koholevyjen, sisustuselementtien, pienhuonekalujen ja lasten lelujen valmistukseen.
Se vie vähän tilaa, karan teho on 1,5 kW, työalueen koko 600x900 mm, hinta noin 3 600 €, tarkista nykyinen hinta täältä
Wattsan A1 1325
Kevyt ammattitason kone. Työalueen koko on 1300 x 2500 mm. Sen avulla voidaan valmistaa suuria tuotteita, kuten ovia, julkisivuja, huonekaluelementtejä ja mainosrakenteita.
3,2 kW:n kara mahdollistaa kaikenlaisten puumateriaalien ja erityyppisten muovien jyrsinnän luotettavasti.
Tämän koneen hinta on noin 7 320 €, tarkista nykyinen hinta täältä
Wattsan M1 2040
Suurikokoinen kone suuriin yrityksiin. Olemme kehittäneet sarjan M1-koneita erityisesti raskaille ympärivuorokautisille kuormille.
Wattsan M1 2040:ssä on vahvistettu täysin hitsattu kotelo, jonka poikkileikkauksen paksuus on 10 mm, jäykkyyden lisäänyt portaali mahdollistaa jopa 12 karan käytön samanaikaisesti, planeettavaihteistot on asennettu koneeseen, portaalin välys on 300 mm.
Työalue on 2000 x 4000 mm. voit käyttää yhtä arkkia melkein mistä tahansa vakiomateriaalista ilman esileikkausta.
6 kW:n kara leikkaa muovien , puumateriaalien ja massiivipuun lisäksi myös pehmeitä metalleja.
Koneen hinta on noin 14 380 €, tarkista nykyinen hinta täältä
Wattsan M3 1325
Kone, jossa on automaattinen työkalunvaihto keskeytymätöntä valmistusta varten. Siinä on 8 patruunaa vaihdettavia työkaluja varten.
Työalueen koko on 1300 x 2500 mm., karan teho 7,5 kW, servomoottorit planeettavaihteistolla, Syntec 6MA ohjausteline.
Hintatiedot pyynnöstä.
Korkealaatuisen CNC-reitittimen suunnitteluominaisuudet
Minkä pitäisi olla CNC-reitittimen oikea sänky?

Koneen rungon tulee olla mahdollisimman vahva ja vakaa, koska reitittimen on kestettävä materiaalin suurta vastusta käytön aikana, ja tämä yhdessä moottoreiden ja karan toiminnan kanssa synnyttää tärinää, joka voi vaikuttaa negatiivisesti työn laatuun. ja koneen käyttöikää.
Vähemmän tärinää parantaa tarkkuutta ja toistettavuutta.
Tarkkuuden säilyttämiseksi jokainen Wattsan CNC -reitittimien runko hehkutetaan ja karkaistaan erityisessä uunissa metallin jännityksen lievittämiseksi. Jos tätä tekniikkaa ei käytetä, runko voi mekaanisten kuormien vuoksi vääntyä ajan myötä ja kone menettää ohjausakselien ja koko rakenteensa kohdistuksen ja kohtisuoran.
Valurauta vai hitsattu runko – kumpi on paras?
Pohjimmiltaan markkinoilla on kahdenlaisia runkorakenteita: valurautaa ja hitsattua metallia. Tähän mennessä voimme sanoa, että valurauta on menneisyyttä, koska hitsatut rakenteet eivät ole millään tavalla laadultaan huonompia kuin valurauta, ja joissain asioissa jopa korvaavat ne. Lisäksi valurautapedin valmistustekniikka vaatii laskeutumista tietyissä lämpötiloissa, joskus jopa 3 vuotta paksuudesta riippuen.
Wattsan CNC -reitittimien runko on hitsattu suorakaiteen muotoisista teräsputkista ja -levyistä lisäjäykisteillä. Sängyn seinämien poikkileikkauksen paksuus on 6-10 mm konemallista riippuen. Tämä muotoilu eliminoi tärinän ja takaa CNC-koneen geometrian säilymisen yli 10 vuodeksi.
Kiinnitä huomiota tärinätukiin, ne on asennettava CNC-reititinkoneeseen, koska ne auttavat lisäksi vaimentamaan tärinää.
Miksi CNC-reititinkoneen portaali on tärkeä?
Portaali liikkuu Y-akselia pitkin koko koneen rungon verran ja siinä on kara, joka liikkuu X-akselia pitkin. Siksi portaalin laatu riippuu suurelta osin koko koneen laadusta.
CNC-jyrsinkoneen portaalia ei saa missään tapauksessa valmistaa alumiinista karan suuren painon ja mikä tärkeintä raskaiden sivuttaiskuormien vuoksi käytön aikana. Alumiininen portaali ei vain kestä niitä.
Monien vuosien kokemuksen ansiosta Wattsanin insinöörit pystyivät saavuttamaan optimaalisen portaalin suunnittelun. Tiedämme kuinka yksinkertaistaa suunnittelua vaikuttamatta rakenteen kannalta oleelliseen maksimaaliseen jäykkyyteen ja luotettavuuteen. Olemme vahvistaneet esimerkiksi portaalin sivupilareita ja karan asennuslevyä.
Luotettava portaali on välttämätön paitsi tarkkuusparametrien kannalta, vaan se takaa myös tehokkaamman karan, joka voidaan tarvittaessa asentaa myöhemmin.
Wattsan M1 -sarjan CNC-reitittimet voidaan varustaa usealla karalla kerralla jatkuvan tuotannon nopeuttamiseksi. Tällaiset portaalit on suunniteltu enintään 12 karalle portaalia kohti.
Kuinka valita oikea CNC-reitittimen kara?
Jos sänky on koneen runko, kara on sen sydän. Se sijaitsee portaalissa ja on moottori, jossa on holkkiistukka, joka kiinnittää työstötyökalun.
Karan liikettä vasemmalle ja oikealle pitkin portaalia pidetään X-akselina ja itse portaalin liikettä yhdessä karan kanssa koneen runkoa pitkin Y-akselilla. Lisäksi kara liikkuu ylös ja alas Z-akselia pitkin käytön aikana.
Karan päätehtävänä on siirtää vääntömomentti työkaluun, joka leikkaa materiaalia kerros kerrokselta pyörien akselinsa ympäri.
Se, kuinka paljon materiaalia ja millä nopeudella kone pystyy leikkaamaan yhdellä kertaa, riippuu suoraan karan parametreista sekä valitusta työkalusta.
Peruskonseptit
- Teho – itse asiassa tämä on karan kuluttamaa energiaa watteina mitattuna.
- Kierrosten määrä minuutissa on työkalun pyörimisnopeus, joka on merkitty "rpm".
- Syöttö on karan nopeus X-, Y- ja Z-akseleilla, mitattuna millimetreinä minuutissa.
- Syvyys on kuinka monta millimetriä jyrsin uppoaa materiaaliin Z-akselia pitkin.
- Vääntömomentti on voima, jonka kara luo työkalun pyörittämiseksi.
Katsotaanpa nyt kaikkia parametreja tarkemmin.
Tehoa

Suoraan sanottuna ei ole täysin oikein pitää tehoa moottorin tehon indikaattorina, koska kulutettu energia ei aina ole eikä se kaikki siirry leikkausvoimaan. Siitä huolimatta tehokkaampi kara varmistaa paremman suorituskyvyn, nopeamman toiminnan ja laajemmat mahdollisuudet prosessointiparametrien asettamiseen.
Jos haluat työskennellä nopeammin ja sinulla on enemmän prosessointiominaisuuksia, valitse tehokkaampi kara.
Jos tarvitset tehokasta koneistusta, tarvittava karan teho voidaan määrittää tehtäviesi mukaan:
- 1500 W asti – vain poraus ja kaiverrus;
- 1500-3000 W – vanerin, lastulevyn ja kuitulevyn sekä muovin poraus, kaiverrus ja leikkaus ;
- alkaen 3000 W – luonnon massiivipuuta ja lehtipuuta;
- yli 4500 wattia – pehmeät metalliseokset ja kaikki edellä mainitut materiaalit.
Teollisissa sovelluksissa ei ole käytännöllistä ottaa karaa, jonka teho on alle 1500 wattia.
Päätä etukäteen, minkä materiaalien kanssa työskentelet ja minkä tyyppisestä käsittelystä olet kiinnostunut, jotta et menetä CNC-reitittimesi tehoa.
Tarkastellaan karan parametreja yksityiskohtaisesti.
Kierrosten määrä minuutissa
Tämä ilmaisin määrittää asettamasi syötön eli sen, minkä nopeuden X- ja Y-akselilla reitittimesi voi kehittää käytön aikana. Loppujen lopuksi, mitä nopeammin CNC-reititin pyörii akselinsa ympäri, sitä paremmin se selviää materiaalin kanssa liikkeen aikana.
Pyörimisnopeus on ohjelmoitu ja riippuu työstettävästä materiaalista ja valitusta työkalusta.
Miksi materiaali on tärkeää?
Selitetäänpä esimerkillä. Puumateriaalien käsittelyyn vaaditaan työkalun suurta pyörimisnopeutta, useimmiten käytetään karoja, joiden indeksi on jopa 24 000 kierrosta minuutissa. Pehmeille metalleille päinvastoin käytetään karaa, jonka indeksi on 8000 - 13000 rpm.
Miksi työkalu on tärkeä?
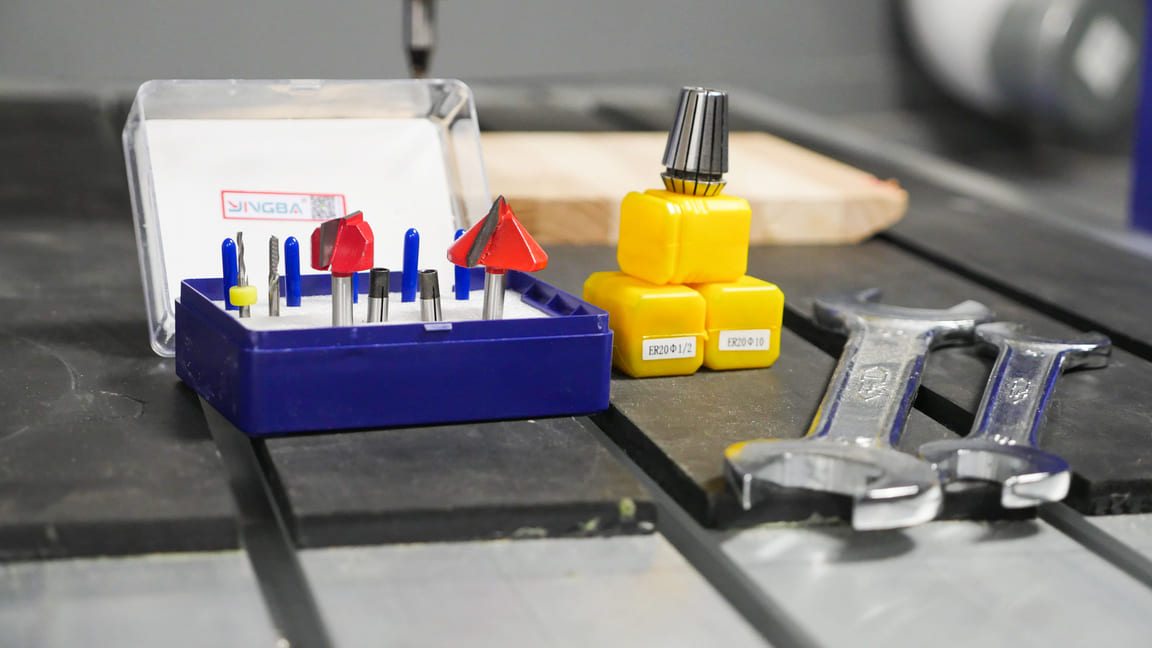
Leikkuutyökalu on tehty tiettyihin tehtäviin ja tiettyihin materiaaleihin, ja se on suunniteltu tietyille kuormille.
Pääsääntöisesti jokaisella kunnollisella leikkaustyökalujen valmistajalla on erityinen ohjelma, jonka avulla on mahdollista laskea leikkausasetukset tietyissä alkuolosuhteissa (materiaali, käsittelytapa, syöttö, lisäykset jne.)
Jos sinulla ei ole työkokemusta, suosittelemme, että harjoittelet aluksi halvalla työkalulla, kunnes opit valitsemaan parametrit oikein. Keskustellaan nyt karan holkkiistkasta.
Karojen holkkiistukka
Holkki on istukka, jossa on pidike, joka puristaa työkalun varren luotettavasti joka puolelta. Tämä kiinnitysmenetelmä auttaa jakamaan työkalun sivuttaiset kuormitukset.
Istukka määrittää, mitä työkalua voit käyttää. Pääsääntöisesti tehokkaampi kara mahdollistaa halkaisijaltaan suurempien terien käytön.
Wattsan-koneissa käytetään ER-tyyppisiä holkkiistukkaita, joissa on läpimenevä reikä ja kaksi kiinnitysaluetta. Läpivientireiän ansiosta työkalua voidaan käyttää minkä tahansa pituisen varren kanssa, ja kaksoispuristin akselilla säilyttää kohdistuksen karaan kuormituksista huolimatta.
ER-patruunat hyppäävät vähemmän kuin ruuvipatruunat, ja tämä on erittäin tärkeää työkalun käyttöiän pidentämiseksi.
Alla on varren halkaisijat holkkipatruunoiden mukaan:
- ER11 – 7 mm,
- ER16 – 10 mm,
- ER20 – 13 mm,
- ER25 – 16 mm,
- ER32 – 20 mm,
- ER40 – 25 mm.
Työkalun vaihto

Työskentely CNC-jyrsinkoneella sisältää työkalun vaihtamisen materiaalista toiseen siirtymisen aikana tai useiden leikkurien peräkkäisen käytön yhden tehtävän suorittamisen aikana.
Jyrsimen vaihtotiheys riippuu tuotteesta ja voi olla jopa 10 kertaa tunnissa tai enemmän.
Ota työkalun vaihtoaika huomioon, kun pohdit CNC-jyrsinkoneen hankinnan etuja.
Onneksi ihmiset automatisoivat kaiken ja helpottavat työtään. Siksi voit vaihtaa työkalua eri tavoilla koneen kokoonpanosta riippuen:
Manuaalinen työkalun vaihto
Täällä kaikki on yksinkertaista – tarvitset kaksi jakoavainta ja vahvat kädet, jotka eivät pelkää työtä. Tämä on aikaa vievin ja työvoimavaltaisin tapa. Oikealla taidolla yhteen työkalun vaihtoon menee noin 2 minuuttia. Jos tällaisia operaatioita on 5 tunnissa, menetät noin 17 % työajasta.
Joissakin töissä manuaalinen työkalun vaihto voi kestää jopa 25 % työajasta.
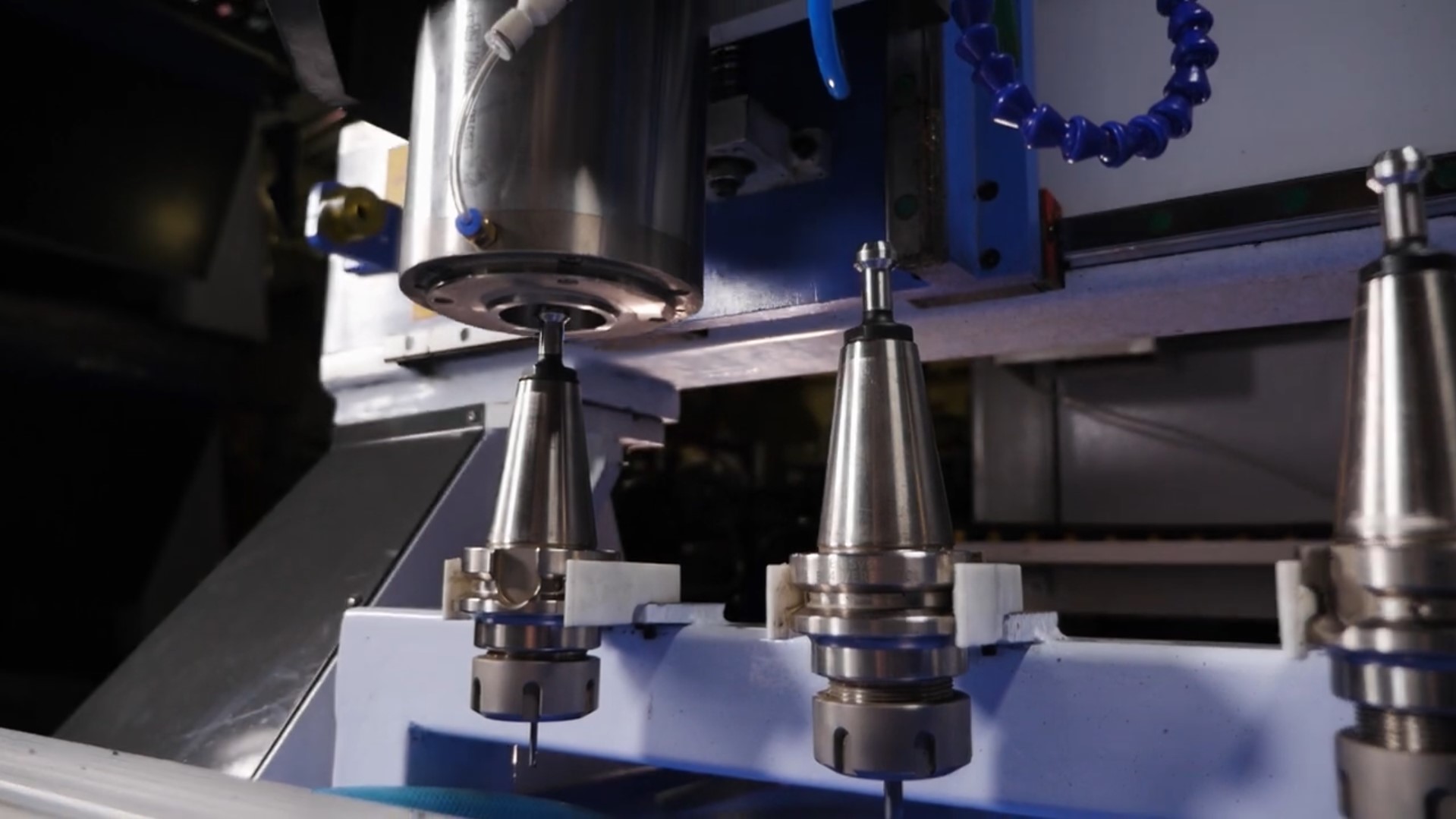
Pneumaattinen istukka (puoliautomaattinen työkalunvaihto)
Pneumaattisen patruunan tapauksessa sinun ei tarvitse käyttää jakoavaimia joka kerta. Pneumatiikalla varustettu kara tarkoittaa useiden vaihdettavien patruunoiden läsnäoloa, joihin työtyökalu asennetaan etukäteen.
Kun aika koittaa, koneenkäyttäjä painaa karassa olevaa nappia ja irrottaa istukan helposti. Sitten toinen istukka seuraavalla työkalulla on helppo asentaa.
Työkalun vaihtaminen pneumaattisella istukan avulla on nopeampaa ja helpompaa kuin manuaalinen, mutta se vaatii myös ihmisen suoraa osallistumista, toisin kuin automaattinen työkalunvaihto.
Automaattinen työkalun vaihto
Se on teollinen ratkaisu, jonka suosio kasvaa. Sinun tarvitsee vain poimia tarvittava työkalu käsittelyohjelman mukaisesti, asentaa se työkalumakasiiniin, määrittää asetukset ja suorittaa ohjelma.
Kaikki työkalun vaihtotoimenpiteet suoritetaan automaattisesti ilman käyttäjän suoraa osallistumista. Tämä koneen kokoonpano säästää huomattavasti aikaa.
Esimerkki tällaisesta koneesta on CNC-reititin Wattsan M3 1325.
Monikarakoneet
Toinen vaihtoehto työprosessin nopeuttamiseksi on käyttää useita karaa samanaikaisesti. Vaihtoehtoja on kaksi:
- Useat ilmajousituksen työkalut ovat vaihtoehto automaattiselle vaihdolle, kun samassa koneessa käytetään samanaikaisesti useita karaa eri työkaluilla. Esimerkiksi Wattsan M4S 1325 CNC-reititin: tässä jokainen kara käyttää eri työkalua, ja karat toimivat vuorotellen.
- Useita työkaluja, jotka suorittavat synkronisesti samanlaista työtä. Itse asiassa se on vain muutama kara, jotka on kiinnitetty portaaliin peräkkäin, ja jokainen niistä tekee saman työn kuin muut. Esimerkkinä Wattsan M1 1313 S4 -reititinkone – loistava vaihtoehto nopeuttaa vastaavien tuotteiden tuotantoa.
Tällaisia ratkaisuja käytetään laajamittaiseen jatkuvaan tuotantoon, ja niillä on useita lisävaatimuksia koneen luotettavuudelle johtuen portaalin, alustan, ohjaimien ja muiden elementtien lisääntyneestä kuormituksesta.
Viimeinen mutta ei vähäisimpänä huomioitava asia karaa valittaessa on sen jäähdytysjärjestelmä.
Karan jäähdytys
Käytön aikana kara lämpenee kuten mikä tahansa moottori, joten se vaatii laadukasta jäähdytystä. Jäähdytystyyppejä on kahta tyyppiä:
- Ilmajäähdytys
Tämän tyyppisen jäähdytyksen tärkein etu on alhaisemmat kustannukset. Mutta on myös useita haittoja:
- Ilmajäähdytys on erittäin meluisa,
- Tämäntyyppinen jäähdytys ei sovellu metallien, edes pehmeiden, kuten alumiinin, messingin tai kuparin työstämiseen, koska kara lämpenee paljon enemmän alhaisilla nopeuksilla.
- Nestejäähdytys
Nestejäähdytys toimii hiljaa ja tehokkaammin, se soveltuu pehmeiden metallien käsittelyyn. Haittoja:
- Se on kalliimpaa,
- Se on monimutkaisempi järjestelmä, ja työhön tarvitaan jäähdytin tai pumppu.
Useimmiten jäähdytysnesteenä käytetään tavallista tislattua vettä, joka on vaihdettava, jos se saastuu.
Suosittelemme vahvasti jäähdyttimen käyttöä, koska työskentely CNC-reititinkoneella on erittäin pölyistä, eikä likaa ja pölyä saa päästä karan sisään, muuten se ylikuumenee nopeasti ja voi tulla käyttökelvottomaksi.
Jäähdyttimen etuna on, että se näyttää aina senhetkisen lämpötilan, siinä on suljettu piiri ja aktiivinen jäähdytys, toisin kuin pumppu. Lisäksi jäähdytin antaa varoitussignaalin mahdollisissa toimintahäiriöissä, kuten letkun kiristys tai kriittisen lämpötilan ylittäminen.
Jäähdyttimellä kara kestää varmasti pidempään kuin pumpulla.
Se, minkä tyyppinen karajäähdytys valitaan, riippuu tehtävistäsi ja budjetistasi.
Tämä päättää karaa käsittelevän osan. Siirrytään nyt liikkeestä vastaaviin elementteihin.
Kinematiikan ja dynamiikan elementit
CNC-reitittimen moottorit
CNC-reititin käyttää moottoreita liikkumaan X-, Y-, Z-akseleita pitkin. Kaikissa tällaisissa järjestelmissä käytetään useimmiten askelmoottoreita, mutta joskus se voi olla myös servo. Mitä eroa?
Stepper moottorit
Askelmoottori vastaanottaa komentoja impulssien muodossa. Moottori muuttaa nämä tiedot erilliseksi arvoksi, jonka verran sen on pyörittävä. Tämä pyöriminen vaihteiston läpi menee koneen liikkuvaan osaan, joka saa sen liikkeelle. Pienin pyörimisyksikkö on nimeltään "askel".
Kuinka monta astetta moottori pyörii yhdessä vaiheessa, kutsutaan sen kertoimeksi. Esimerkiksi Wattsan-koneissa on askelmoottoreita, joiden kerroin on 1,8 - tämä tarkoittaa, että moottori pyörii yhdessä vaiheessa 1,8 astetta ja se tekee täyden 360 asteen kierroksen 200 askelessa. Tämän indikaattorin avulla on mahdollista saavuttaa tarkkuus liikkeissä millimetrin sadasosaan asti.
Mitä enemmän askeleita moottori voi ottaa yhdellä täydellä 360 asteen kierroksella, sitä tarkempia sen liikkeet ovat.
Huolimatta siitä, että askelmoottoreissa ei ole takaisinkytkentäantureita, jos ne on määritetty oikein, ne palvelevat sinua pitkään ilman vikaa ja mahdollistavat korkean liikkeen tarkkuuden.
Servomoottorit
Servomoottorit ovat sähkömoottoreita ja siksi ne ovat tarkempia, tasaisempia ja samalla nopeampia. Anturin ansiosta on mahdollista laskea moottorin kierrosluku tarkemmin ajon aikana.
Servomoottorit ovat nopeampia, tarkempia ja hiljaisempia, mutta kalliimpia.
Servomoottoreiden suuri plussa on, että ne eivät ohita vaiheita, koska kooderi saa palautetta taajuusmuuttajalta. Lisäksi servomoottorit antavat vähemmän tärinää ja toimivat hiljaisemmin. Ne ovat kuitenkin paljon kalliimpia kuin askelmoottorit.
Mikä moottori minun pitäisi valita CNC-reitittimelleni?
Useimmissa CNC-reititinkoneissa ei tarvita servoja. Kyllä, ne ovat paljon nopeampia, mutta kaikki reitittimen työ on suhteellisen hidasta, joten tällaisia moottoreita pidetään ylimääräisinä, koska ne yksinkertaisesti lisäävät koneen kustannuksia antamatta tarvittavia etuja.
Servot ovat tärkeitä CNC-jyrsimelle vain koneessa, jossa on automaattinen työkalunvaihto, koska tässä tapauksessa vaaditaan suurta liikenopeutta tyhjäkäynnillä.
Esimerkiksi Wattsan A1- ja M1-sarjan reititinkoneet on varustettu NEMA 34 -askelmoottoreilla. Servomoottorit asennetaan itsestään muuttuviin työkalukoneisiin. Hybridiaskelmoottoreita on myös esimerkiksi Wattsan M4S 1325 -koneessa.
Hybridimoottoreissa on myös palautetta ja muita servomoottorien etuja, mutta ne eivät ole niin kalliita.
Noudatamme koneidemme suunnittelussa ja valmistuksessa riittävyyden periaatetta. Siksi valitsemme laadukkaimmat komponentit tiettyihin tehtäviin ja kuormiin.
Lisäksi moottoreita valittaessa on tärkeää ottaa huomioon vaihdelaatikko.
Mikä moottorin vaihteisto valita ja mihin se vaikuttaa?
Olemme jo puhuneet moottorin kertoimesta: jos meillä ei ole tarpeeksi portaita päästäksemme täsmälleen vaadittuun esiasetettuun arvoon, tai päinvastoin - meillä on lisäaskeleita tietyn tehtävän suorittamiseen, niin vaihteisto auttaa meitä.
Vaihteisto varmistaa moottorin nousun halkaisun, mikä lisää työn resoluutiota ja tarkkuutta. Lisäksi vaihteisto lisää vääntömomenttia ja samanaikaisesti poistaa kuorman askelmoottorista, mikä pidentää sen käyttöikää.
Wattsan-koneet on varustettu työkuormituksesta ja modifikaatioista riippuen hihna- tai planeettavaihteistoilla.
Hihnavaihteistoilla on hyvin yksinkertainen rakenne, mutta ne suorittavat tehtävänsä hyvin. Tarvittaessa ne voidaan helposti vaihtaa, varsinkin kun ne ovat erittäin halpoja.
Planeettavaihteistoilla on korkeampi hyötysuhde ja suuret välityssuhteet, ne ovat toiminnassa ongelmattomia, mutta samalla ne ovat paljon kalliimpia.
Wattsan-koneiden hihnavaihteistojen alennuskerroin on 1,5, planeettavaihteiston kerroin on 1,7.
Oppaat

Kaikki koneen liikkuvat osat liikkuvat ohjaimia pitkin X-, Y- ja Z-akseleita pitkin. Nämä ovat elementtejä, jotka auttavat säilyttämään kaikkien liikkeiden tarkkuuden.
Olemme jo pitkään luopuneet kaikista oppaista rautatietä lukuun ottamatta. Reititinkoneissamme suosimme maailman luotettavimpia ja edullisimpia merkkejä – HIWIN ja PMI. Nämä merkit ovat osoittautuneet hyvin ja niillä on pitkä käyttöikä alhaisen kitkakertoimen ja harkitun suunnittelun ansiosta.
Jyrsinkoneen ohjaimen leveyden tulee olla 15 - 25 mm työalueen koosta riippuen.
Jos ohjaimia ei valita kuormien mukaan, ajan myötä välykset ja työn tarkkuuden ja toistettavuuden heikkeneminen ovat väistämättömiä.
Wattsan-koneissa, jopa nuorimmissa pöytämalleissa, kiskoohjaimet on asennettu kaikille akseleille. Meille on tärkeää, että reitittimemme säilyttävät tarkkuutensa ja laatunsa myös vuosikymmenien jatkuvan käytön jälkeen.
Ohjainten kohdistuksen säilyttämiseksi ja sen ylläpitämiseksi koko koneen käyttöiän ajan, ne on asennettava täysin tasaiselle pinnalle. Tätä varten Wattsan-koneiden pedin hehkutuksen jälkeen alustan jyrsintä kiskoohjaimia ja kierukkatelineitä varten tapahtuu erittäin tarkalla robotilla
On mahdotonta taata koneen toiminnan korkeaa laatua ilman täysin tasaista alustaa ohjainten tai kierteisen telineen asentamista varten!
Olemme analysoineet tärkeimmät suunnitteluominaisuudet, jotka vaikuttavat koneen laatuun. Puhutaanpa nyt työn mukavuudesta ja muista tärkeistä seikoista, jotka sinun tulisi tietää ennen CNC-reitittimen ostamista.
Mikä vaikuttaa CNC-reitittimen käytettävyyteen?
Ohjelmisto
Jotta kone ymmärtäisi, mitä sen on tehtävä, on luotava erityinen tiedosto - sitä kutsutaan "ohjausohjelmaksi", sitä kutsutaan myös "CNC-koneen leikkaustiedostoksi" tai yksinkertaisesti "layoutiksi".
Internetissä on monia maksuttomia asetteluja, joita voi käyttää koulutukseen ja taitojen harjoitteluun.
Ohjelmistot ohjausohjelmien luomiseen jaetaan CAD:iin ja CAM:iin:
CAD (Computer-Aided Design) – ohjelmat, joissa suunnitellaan osia ja luodaan vektoripiirroksia. Tällainen piirustus voidaan luoda jopa CorelDRAWissa, mutta voit ajaa sen koneella vain CAM-ohjelman avulla;
CAM (Computer-Aided Manufacturing) – ohjelmat, jotka kääntävät vektoripiirrokset koneellisesti luettavaksi G-koodiksi. Täällä ei aseteta vain karan liikkeen koordinaatteja työkalun kanssa, vaan myös itse työkalun tyyppi ja koko, kierrosten lukumäärä, syöttö, syvyys, materiaalityyppi ja muut asetukset.
Usein CNC-reititinkoneen kanssa työskentelyyn käytettävät ohjelmat ovat monimutkaisia CAD/CAM-järjestelmiä, joissa voit sekä suunnitella piirustuksia että konfiguroida ja ajaa ohjausohjelmaa.
Esimerkkejä tällaisista CAD/CAM-järjestelmistä ovat Vectric Aspire, ArtCAM, SolidWorks, Autodesk Inventor, Vcarve, SheetCam ja monet muut.
Mitä ohjelmaa haluat käyttää, riippuu pitkälti taidoistasi – käytä sitä, jonka olet hyvin perehtynyt. Jos kuitenkin tunnet jo toisen ohjelman, sinun ei ole niin vaikeaa ymmärtää toista.
Jos aloitat tyhjästä ja sinun on vaikea päättää, voit valita Vectric Aspiren, joka on yksi suosituimmista editoreista, jolla on laaja valikoima toimintoja, jotka on helppo ymmärtää.
Aluksi voit myös kokeilla useita ohjelmia kerralla ja valita sinulle sopivimman.
Ohjausjärjestelmä

Ohjausjärjestelmä vastaanottaa ja purkaa G-koodin ja antaa komentoja koneelle. Niitä on valtava määrä, eli NC Studio, Mach3, Moriseiki, Syntec, Weyhong, Fanuc, HAAS, Seikos, Heidenhain, DSP-ohjaimet jne.
Ohjausjärjestelmä voi koostua:
- Erikoissovellus , esimerkiksi NC Studio tai Mach3, joka on asennettava erilliseen tietokoneeseen,
- DSP-ohjain on koneeseen kytketty ohjauspaneeli. Ohjaimen käytön aikana voit säätää ohjelmassa asetettuja parametreja. Voit ajaa tehtäviä USB-asemalta, et tarvitse erillistä tietokonetta ohjausjärjestelmään.
- Täysikokoinen telinetyyppinen tietokone , kuten Syntec tai Weyhong, on suunniteltu ohjaamaan monimutkaisempia prosesseja, kuten työkalujen vaihtoa, moniakselista koneistusta, pneumaattisia tiivisteitä jne.
Mikä järjestelmä olisi paras, on kiistanalainen kysymys, koska jokainen asiantuntija löytää tiettyjä etuja ja haittoja kustakin ohjausjärjestelmästä. Kokemuksemme mukaan pienille järjestelmille DSP-ohjain on ehdottomasti kätevämpi kuin erillinen tietokone, jossa on ohjelma. Jos valitset NC Studion tai MASN3:n, suosittelemme ensimmäistä vaihtoehtoa.
Monimutkaisemmissa CNC-reititinjärjestelmissä se on yksinkertaisesti mahdotonta tehdä ilman täysin toimivaa ohjaustelinettä.
Puhutaanpa nyt koneen työalueesta sen käytettävyyden yhteydessä.
CNC-reitittimen työalue
Koneen työalueen pääparametrit ovat työalueen koko ja työkappaleen kiinnitystapa.
Työalueen koko
Työalueen koko on yksi tärkeimmistä työhön vaikuttavista parametreista. Koolla tarkoitamme sekä työtilan pituutta ja leveyttä että korkeutta.
Pituus ja leveys (X- ja Y-akselit)
Käsiteltävän materiaalin koko riippuu tästä parametrista. On erittäin kätevää, kun vakiomateriaaliarkki asetetaan välittömästi koneen työalueelle. Muussa tapauksessa materiaali on leikattava lisää. Ja tämä ei vain vie aikaa, vaan se vaatii myös lisätilaa työpajassa.
Työkentän pituus ja leveys määräävät valmistettavan lopullisen osan tai tuotteen enimmäiskoon.
Tuottavuus riippuu myös työalueen koosta X- ja Y-akselilla – materiaaliarkin vaihtaminen käsittelyjen välillä kestää 10–15 minuuttia. Ja koska työalueen suuren koon vuoksi materiaalia on vaihdettava harvemmin, voit saada huomattavasti aikaa.
Korkeus (Z-akseli)
Karan liikealue Z-akselia pitkin määrää, minkä paksuisen työkappaleen enimmäispaksuuden voit työstää ja voitko liittää pyörivän laitteen sylinterimäisten tuotteiden, kuten kaiteiden, huonekalujen jalkojen ja hahmojen käsittelyyn.
Suositeltu karan iskunkorkeus pyörivää laitetta käytettäessä on 300 mm. On mahdollista käyttää pyörivää laitetta, jonka portaalivälys on 200 mm, mutta tässä tapauksessa tuotteen paksuus on erittäin rajoitettu.
Wattsan A1 -sarjan CNC-jyrsinkoneissa karan iskukorkeus on 200 mm ja M1-sarjan koneissa 300 mm.
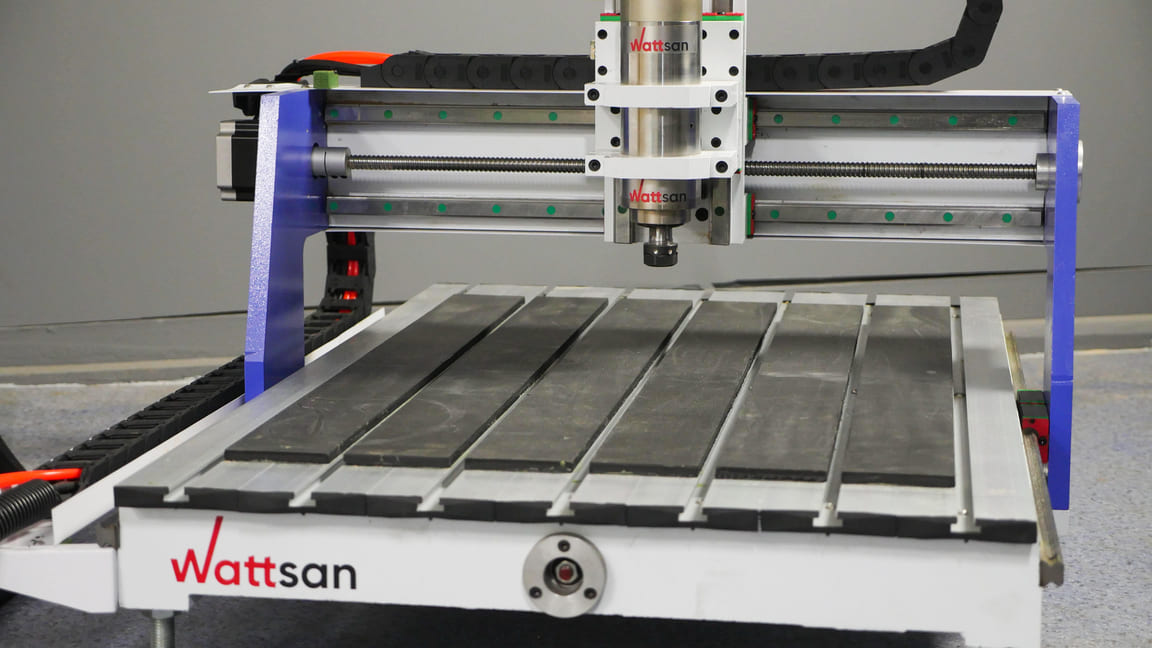
Työkappaleen kiinnitys
Minkä tahansa materiaalin jyrsintä vaatii luotettavan kiinnityksen työpöytään. Päävaihtoehtoja on kaksi: mekaaninen kiinnitys ja tyhjiökiinnitys.
Mekaaninen kiinnitys
Useimmissa tavallisissa jyrsinkoneissa on pöytä, joka koostuu erityisistä T-muotoisista koloista, joihin voit kiinnittää työkappaleen tai materiaalin kiinnityspulteilla tai puristimilla.
Varmista, että leikkuutyökalu ei törmää puristimeen tai kiinnityspulttiin käytön aikana!
Mekaaninen kiinnitys sopii paremmin suurille ja keskipaksuille materiaaleille, koska tätä menetelmää käytettäessä ohutta materiaalia on vaikea kohdistaa kokonaan pöydän keskelle, etenkin suurilla työskentelyalueilla.
Tyhjiökiinnitys

Se on työalueen erityinen muotoilu, joka pumpun avulla vetää materiaalin pöytään asti erityisten reikien läpi.
Tyhjiöpöytä on ihanteellinen ohuille materiaaleille ja tasoittaa ne koko alueelle. Tämäntyyppinen kiinnitys nopeuttaa huomattavasti materiaalin asennusta ja purkamista pöydälle.
Tyhjiöpöytä ei sulje pois mekaanisen kiinnityksen käyttöä tarvittaessa. Esimerkiksi kun työskentelet paksujen materiaalien kanssa.
Tällainen rakenne jakaa työalueen 4–8 vyöhykkeeksi, jotka voivat toimia itsenäisesti. Koko pöytä on jaettu pieniin nelikulmaisiin uriin, joita pitkin voit rajoittaa työstöaluetta kuminauhalla työkappaleen koon mukaan.
CNC-jyrsinkoneen keskitetty voitelujärjestelmä
Jotta koneen jokaista liikkuvaa yksikköä ei voidella manuaalisesti, se voidaan varustaa keskitetyllä voitelujärjestelmällä. Se voi olla manuaalinen tai automaattinen.
Manuaalisessa voitelujärjestelmässä on erityinen vipu, jota on painettava voiteluprosessin suorittamiseksi.
Automaattinen voitelujärjestelmä suorittaa tämän työn automaattisesti, lisäksi se voidaan asettaa ajastimella. Sinun tarvitsee vain lisätä öljyä erityiseen säiliöön, kun se loppuu.
Keskitetty voitelujärjestelmä, olipa se manuaalinen vai automaattinen, säästää huomattavasti aikaa koneen huoltoon.
Työkalun anturi

Ennen työn aloittamista kone on asetettava nollapisteeseen. Työkalun tunnistin yksinkertaistaa tätä tehtävää, antaa sinun tehdä sen automaattisesti ja säätää mahdollisimman tarkasti.
Ei varustettu työkalutunnistimella, joka on pakollinen lisävaruste koneissa, joissa on automaattinen työkalunvaihto.
Aspiraatiojärjestelmä

Imujärjestelmä on teollinen kiinteä pölynimuri, jossa on aallotus ja harja, jotka on kytketty karaan ja suoraan työvälineeseen. Tämä järjestelmä mahdollistaa lastujen ja pölyn imemisen käytön aikana erityiseen pussiin.
Työskentely ilman aspiraatiota voi aiheuttaa ongelmia ihon, limakalvojen ja hengityselinten kanssa.
Kehittyneet imujärjestelmät eivät ainoastaan puhdista työpaikkaa, vaan myös suodattavat ilmaa.
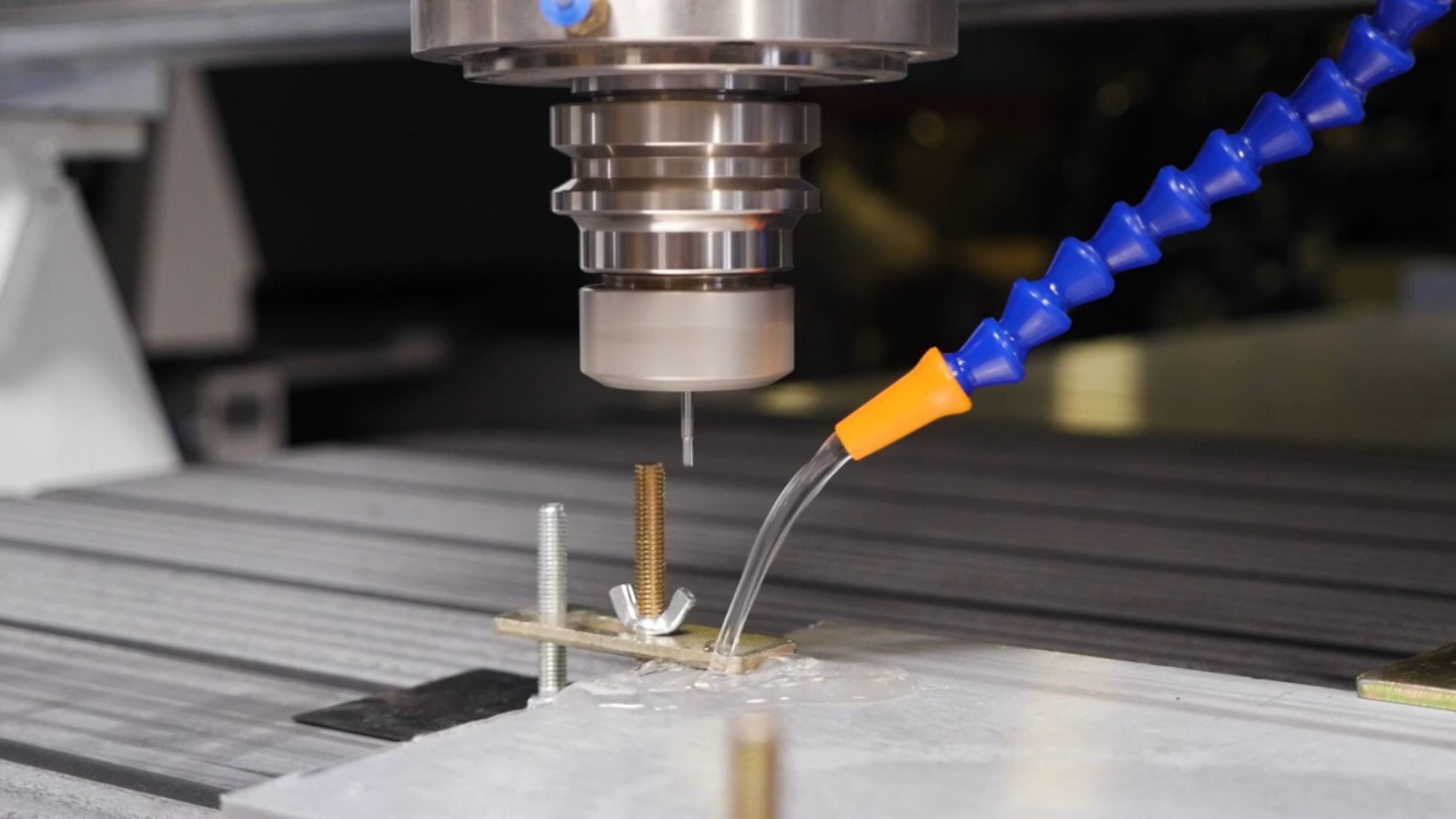
Jäähdytysneste
Jäähdytysneste (voitelu- ja jäähdytysneste) on välttämätön metallien käsittelyyn, jotta työkalu ja itse materiaali eivät ylikuumene.
Jauhatuskohtaan syötetään erityistä nestettä (vesi, öljyt tai emulsiot) suuttimen kautta. Lisäksi tämä neste johdetaan kouruja ja koneen runkoa pitkin pumppuun, jossa se suodatetaan ja syötetään uudelleen työalueelle kuin suljetussa kierrossa.
Tuki-, huolto- ja toimittajavaatimukset
Toimittajayritys on yhtä tärkeä kuin laatunäkökohta. Tässä on muutamia vinkkejä, joihin sinun tulee kiinnittää huomiota laitetoimittajaa valittaessa:
- Jo ensimmäisissä viestintävaiheissa toimittajayrityksen edustajan kanssa pystyt arvioimaan heidän pätevyyttään;
- Kysy aina selventäviä kysymyksiä. Epäselvillä sanamuodoilla ja välttelevillä vastauksilla pitäisi olla varoitus;
- Muista allekirjoittaa sopimus toimittajayrityksen kanssa;
- Etsi yritys, joka voi auttaa toimituksessa, käyttöönotossa ja koulutuksessa;
- On parempi valita toimittaja, joka pystyy tarjoamaan takuun ja takuun jälkeisen palvelun.
Wattsanin moto on "Työskentelemme asiakkaidemme asiakkaille". Tämä tarkoittaa, että meille on tärkeää, että voit tarjota loppukuluttajalle laadukkaimman tuotteen, oli kyseessä sitten lasten lelut, koriste-tuotteet, mainosrakenteet tai huonekalut.
Valmistamme laitteita, jotka pystyvät toimittamaan korkealaatuisen tuotteen. Tämä tarkoittaa, että asiakkaasi tulevat takaisin luoksesi ja suosittelevat sinua.
Johtopäätökset
On tärkeää ymmärtää, että kun ostat CNC-reititinkoneen, maksat paitsi itse laitteesta, myös sen turvamarginaalista, lisähuollosta ja mahdollisista korjauksista.
Ja nyt, kuten näyttää, monet eivät houkuttele halpoja koneita. Vaikka tätä tapahtuu edelleen. Mutta nyt tiedät, mihin kiinnittää huomiota ja kuinka valita laadukas kone.
Kolikon toinen puoli on liian kalliita laitteita. Laadukas reititinkoneen ei tarvitse olla liian kallis, sillä pääasia on sen osaava suunnittelu, komponenttien suhde toisiinsa ja parhaan mahdollisen laitteiston valinta parhaaseen hintaan.
Vaikka kalliit merkit pitävät rimaa korkealla, ne antavat nimelleen suuren marginaalin.
Oikein suunniteltu 8000€ hintainen kone toimii korkeimmalla tasolla samat 10 vuotta kuin 20000€ kone.
Wattsan suunnittelee koneensa riittävyysperiaatteella – kahdenkymmenen vuoden kokemuksella voimme valita tarvittavista laitteista parhaan, jotta asiakkaamme eivät maksa liikaa.
Toivomme, että tämä artikkeli oli hyödyllinen sinulle. Nyt tiedät, mihin sinun on kiinnitettävä huomiota valittaessa CNC-reititinkonetta.
Jos tarvitset yksityiskohtaista konsultaatiota, ota yhteyttä esimiehiimme.
Q&A
Mihin minun tulee kiinnittää huomiota CNC-reititinkonetta ostaessa?
Asiakkaidemme palautteen mukaan CNC-koneen tärkeimpiä ominaisuuksia ovat työn nopeus, luotettavuus ja laadukas lopputulos.
Kuinka valita oikea kara CNC-reitittimelle?
Materiaalin koko ja nopeus, jolla kone pystyy leikkaamaan yhdellä kertaa, riippuu suoraan karan parametreista sekä valitusta työkalusta.
Karan parametrit, jotka on korreloitava, ovat teho, kierrosten määrä minuutissa, syöttö, syvyys ja vääntömomentti.
Kuinka paljon hyvä CNC-reititin maksaa?
Oikein suunniteltu 8000€ hintainen kone toimii korkeimmalla tasolla samat 10 vuotta kuin 20000€ kone.
Joten keskihinta koneelle, jonka työalue on 1300 x 2500 mm ja joka mahdollistaa suurten tuotteiden valmistamisen, on noin 8250 €.
Mikä CNC-reititin on paras?
Laadukas reititinkoneen ei tarvitse olla liian kallis, sillä pääasia on sen osaava suunnittelu, komponenttien suhde toisiinsa ja parhaan mahdollisen laitteiston valinta parhaaseen hintaan.
Mikä on paras noviisitason CNC-reititinkone?
Wattsan 0609 mini on paras kone yrityksen perustamiseen tai harrastukseen. Soveltuu leikkuulaudojen, koholevyjen, sisustuselementtien, pienhuonekalujen ja lasten lelujen valmistukseen.
Se vie vähän tilaa, karan teho on 1,5 kW, työalueen koko 600x900 mm., hinta noin 4 549 €, tarkista nykyinen hinta täältä .
