Brief of Handheld laser welding machine Wattsan 4in1 G1 JPT























Wattsan 4in1 G1 laser welding welds product parts in any position
The Wattsan 4in1 G1 hand-held laser welding machine provides high working speeds and perfect weld quality. It is used for joining various metals with a thickness of 0.3 to 7mm. The machine is capable of welding carbon, low-alloy, high-tension, stainless steel, aluminium and titanium alloys, plastics, and various dissimilar materials. It simplifies the welding of workpieces, even with a low qualification of the operator.
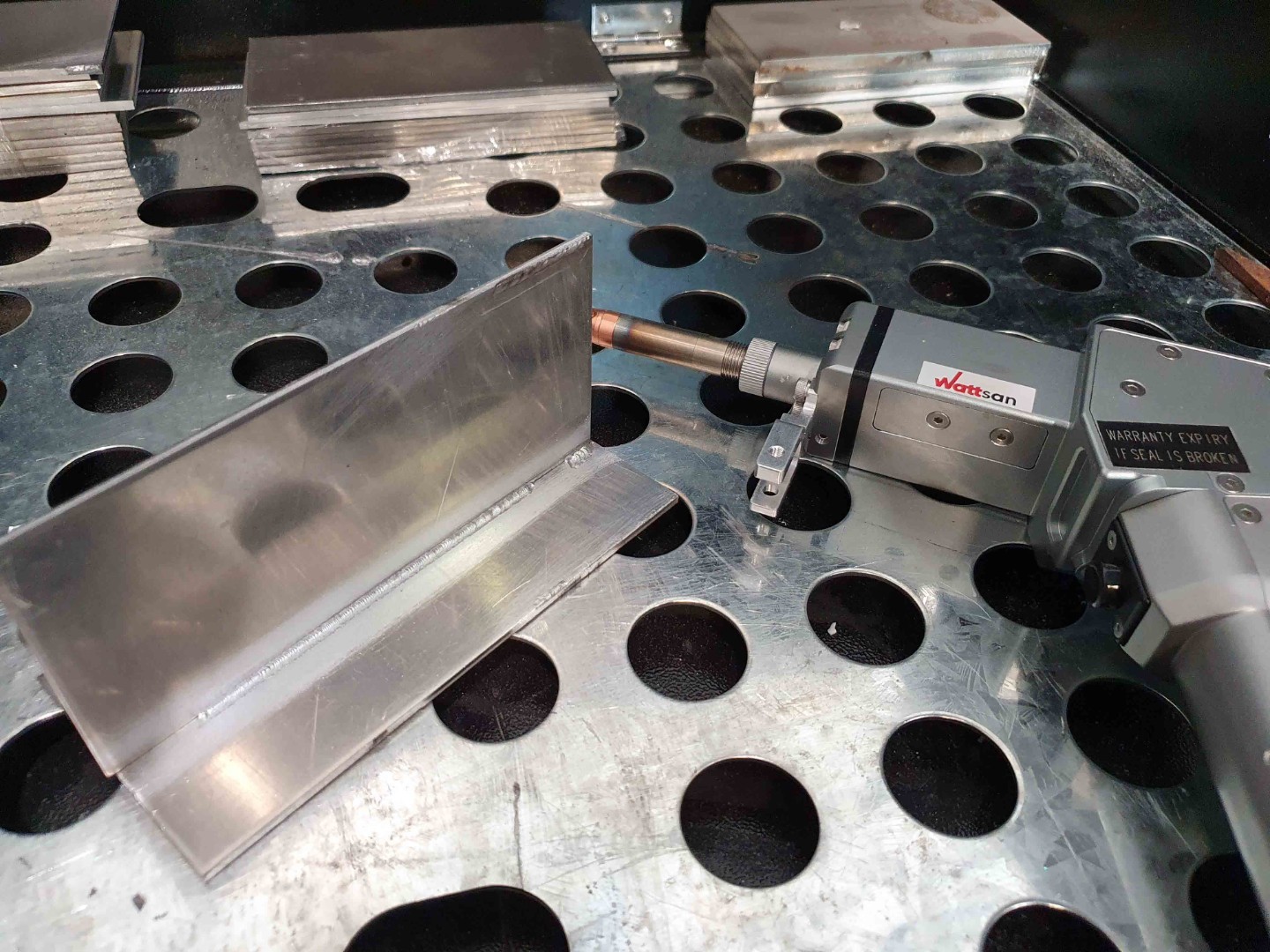
Different types of welding joints are available: butt joint, lap joint, tee joint, edge joint, and corner joint. The hand-held laser welding machine is used without filler wire, but if necessary, any wire feeding device can be integrated. The main consumables are working gas (nitrogen/argon), nozzles, and protection mirrors. Thanks to the 8 m cable, welding can be carried out over a considerable distance from the machine.
Materials
-
Carbon steel

-
Stainless steel

-
Galvanized steel

-
Aluminium

-
Copper

-
Brass

-
Titanium













Mirror Technology: Customized for Your Project


Materials
 |
|||||
| Material | Peak laser power | Set the power | Speed (mm/sec) | Frequency (kHz) | |
|---|---|---|---|---|---|
| 1 mm | 500 watts | 260 watts | 800 | 5 | |
| 1.5 mm | 500 watts | 340 watts | 750 | 5 | |
| 2 mm | 1000 watts | 600 watts | 800 | 5 | |
| 2.5 mm | 1000 watts | 730 watts | 700 | 5 | |
| 3 mm | 1000 watts | 860 watts | 720 | 5 | |
 |
|||||
| Material | Peak laser power | Set the power | Speed (mm/sec) | Frequency (kHz) | |
| 1 mm | 500 watts | 480 watts | 700 | 20 | |
| 1.5 mm | 1000 watts | 560 watts | 800 | 20 | |
| 2 mm | 1000 watts | 780 watts | 800 | 20 | |
| 2.5 mm | 1000 watts | 928 watts | 800 | 20 | |
| 3 mm | 1500 watts | 1150 watts | 800 | 20 | |
 |
|||||
| Material | Peak laser power | Set the power | Speed (mm/sec) | Frequency (kHz) | |
| 1 mm | 1000 watts | 900 watts | 600 | 30 | |
| 1.5 mm | 1500 watts | 1100 watts | 600 | 30 | |
| 2 mm | 1500 watts | 1350 watts | 500 | 30 | |
| 2.5 mm | 2000 watts | 1600 watts | 500 | 30 | |
| 3 mm | 2000 watts | 1850 watts | 500 | 30 | |
 |
|||||
| Material | Peak laser power | Set the power | Speed (mm/sec) | Frequency (kHz) | |
| 1 mm | 1000 watts | 650 watts | 600 | 30 | |
| 1.5 mm | 1000 watts | 850 watts | 600 | 30 | |
| 2 mm | 1500 watts | 1100 watts | 500 | 30 | |
| 2.5 mm | 1500 watts | 1400 watts | 500 | 30 | |
| 3 mm | 2000 watts | 1750 watts | 500 | 30 | |
 |
|||||
| Material | Peak laser power | Set the power | Speed (mm/sec) | Frequency (kHz) | |
| 1 mm | 500 watts | 300 watts | 500 | 20 | |
| 1.5 mm | 500 watts | 370 watts | 500 | 20 | |
| 2 mm | 500 watts | 480 watts | 600 | 20 | |
| 2.5 mm | 1000 watts | 600 watts | 600 | 20 | |
| 3 mm | 1000 watts | 760 watts | 700 | 20 | |
 |
|||||
| Material | Peak laser power | Set the power | Speed (mm/sec) | Frequency (kHz) | |
| 1 mm | 500 watts | 320 watts | 600 | 20 | |
| 1.5 mm | 500 watts | 460 watts | 600 | 20 | |
| 2 mm | 1000 watts | 600 watts | 500 | 20 | |
| 2.5 mm | 1000 watts | 800 watts | 700 | 20 | |
| 3 mm | 1000 watts | 960 watts | 650 | 20 | |
Working in versatile positions – gun weighing only 0.7 kg








Purchase procedure
-
Equipment selection
We assist you in making your choice of a machine matching your needs
-
Sending invoice
We agree on the complete set of the machine and sending the invoice with the final cost of the equipment.
-
Payment
In full if the machine is in stock. 50% in advance 50% at the delivery if the machine is not in stock.
-
We check the machine
The 3 step quality control: at the Wattsan factory, at our warehouse in the Netherlands, before the delivery.
-
Delivery or pick-up
Either a transport company or you pick up the machine from our warehouse.
-
Launching equipment
We are here to assist you whenever you need support.
Experiences from enthusiastic bloggers
-

This laser engraver can engrave without any problem. How fast and easy it is able to customize products!
 Riccardo Muscarella
Riccardo Muscarella
-

Machine has a perfectly flat surface. It makes repetitive work easier for me!
 Matteo Moras
Matteo Moras
-

Great job done within an hour. Thanks to the speed of the laser CO2 machine.
 Roberto D'Adago
Roberto D'Adago
-

This model is great, and laser precision is crazy, it’s sharp as a razor!
 Roger Jungo
Roger Jungo




Technical characteristics
Ask questions
-
The machines requires the minimum amount of consumables: nitrogen/argon and electricity, consumable electrodes are not required. Parts are welded without using a filler wire although it can be fed as an option.
-
The working surface does not need cleaning or polishing before and after welding. The surface cleanness is not so essential for laser welding as for MIG welding.
-
The laser welding machine suits for butt welds, fillet welds, T-welds, circumferential welds, ill-fitting items. The welding process results in a high-quality weld free from distortions and burn-through that does not require postweld treatment (due to a limited heat-affected zone).
-
The laser welding machine is able to weld: carbon steel, low-alloy steel, high-strength constructional alloys, stainless steels, aluminium, copper and brass alloys, titanium, plastics, dissimilar materials. Quick adjustment for a new material is available. Laser welding is easily integrated in a manufacturing process.
-
Laser welding is much more fire-safe as compared to traditional welding processes, no molten metal and hazardous sparks are ejected during welding. This makes labour conditions more comfortable.
Leave your review or question:
Other products
-

Special offer
CNC Router Machine WATTSAN А1 1325 Wattsan A1 1325
From 9 153 €ex.VAT
-

Laser Cutting Engraving Machine 130W co2 WATTSAN 1290 DUOS ST Wattsan 1290 DUOS ST
Now from 8 258 € ex.VAT
Was
8 349 € -

Special offer
CNC Router Machine WATTSAN A1 1616 Wattsan A1 1616
From 8 482 €ex.VAT
-

Special offer
CNC Router Machine WATTSAN M1 1325 Wattsan M1 1325
From 11 770 €ex.VAT